


主管单位:黑龙江省科学技术协会
主办单位:黑龙江省科普事业中心
编辑出版:《科学技术创新》杂志社
国际标准刊号:ISSN:2096-4390
国内统一刊号:CN:23-1600/N
期刊级别:省级刊物
周 期: 旬刊
出 版 地:黑龙江省哈尔滨市
语 种: 中文;
开 本: 大16开
邮发代号 :14-269
投稿邮箱 :kxjscx@kxjscxzzs.com
刘寒 叶菁
摘 要:排气歧管是保证汽车发动机正常运行的重要部件,是与发动机的各个缸体之间直接连接的,保证各缸体的排气顺畅,为了保证排气歧管的加工品质,防止排气歧管在开槽后出现结构形变。因此对排气歧管的加工工艺进行优化,主要是将排气歧管的开槽工序放置在钻进气法兰面孔后面、精铣进气法兰面的前面,进而避免了进气面开槽引起的排气歧管结构形变问题,从而保证排气歧管进气法兰面的平面度以及进气面各孔的位置度。
关键词:排气歧管 加工 工艺
中图分类号:U465.1 文献标识码:A 文章编号:1672-3791(2019)02(c)-0078-02
汽车排气歧管是由多个带有分歧的管路,主要工作职责是将发动机各个缸体的废气导入到总管路中,是与发动机缸体直接连接的,要求排气歧管的设计尽可能地降低排气的阻力,并且防止各个缸体排出气体间的相互影响,当下,排气歧管的主要材质是铸铁以及不锈钢材料。排气歧管的正常工作温度处于600℃~650℃之间,然而,随着发动机技术的进步、涡轮增压器的使用以及催化技术的进步,甚至能够超过920℃,并且还有着继续上涨的态势。另外,随着发动机排气要求越来越高,排气歧管的布局也越来越复杂,在复杂的使用工况下会出现开裂、漏气的问题,因此,研究汽车排气歧管的加工要点,并对加工工艺进行合理规划十分有必要,力求提高排气歧管品质,减少生产成本。
1 排气歧管加工工艺要点
排气歧管的正常工作都处于高温的环境中,并且工作的温度也是不断变化的,加之排气歧管的形状越来越不规则,各个部位的有效厚度也不尽相同,随着温度变化,过程中会出现排气歧管各处热胀冷缩疲劳形变量不一致的情况,为了减少排气歧管的形变量,去除铸造残余应力,要求在排气歧管与缸体的连接面进行开槽加工。排气歧管是通过铸造的方式获得的,材质本身没有得到彻底的失效处理,内部会残余有铸造应力。对排气歧管进行开槽加工会导致结构的变形,造成排气歧管与缸体的工作表面精度超差,主要表现在表面位置度不达标影响与缸体的装配品质,平面度不达标影响与缸体的密封性,增加漏气的概率,这些都会直接影响到发动机工作性能。由此可以看出,合理设计排气歧管的加工工艺是十分重要的,可以有效保障排气歧管的产品品质。
2 传统排气歧管加工工艺
传统的排气歧管加工一般分为5个步骤,分别是:第一,粗、精铣进气法兰面,运用专用夹具进行六点约束,用立铣床加工进气法兰面;第二,加工进气法兰面各个孔,运用加工中心对进气法兰面进行钻、铰、铣加工;第三,在加工中心上进行法兰面铣削加工,并钻孔、攻螺纹、加工密封槽;第四,在加工中心上进行凸台铣削加工,并钻孔、攻螺纹;第五,在加工中心上进行锪面。
3 排气歧管加工工艺优化
排气歧管进气法兰面槽口加工总共有3个地方,开槽口会影响排气歧管的结构稳定性,造成结构形变,与此同时,可能会造成进气法兰面平面度以及进气面各孔位置度不合格。为此,排气歧管的开槽工艺不能放在工序的最后,应当放置在钻进气面各孔后面,精铣进气法兰面的前面。因此,优化后的加工工艺为下列步骤。
第一,对进气法兰面进行铣削粗加工,运用专用夹具进行六点约束,加工设备为立铣床。
第二,加工进气法兰面各孔,夹具定位结合粗加工进气法兰面与内流道定位点,加工设备为立式加工中心。
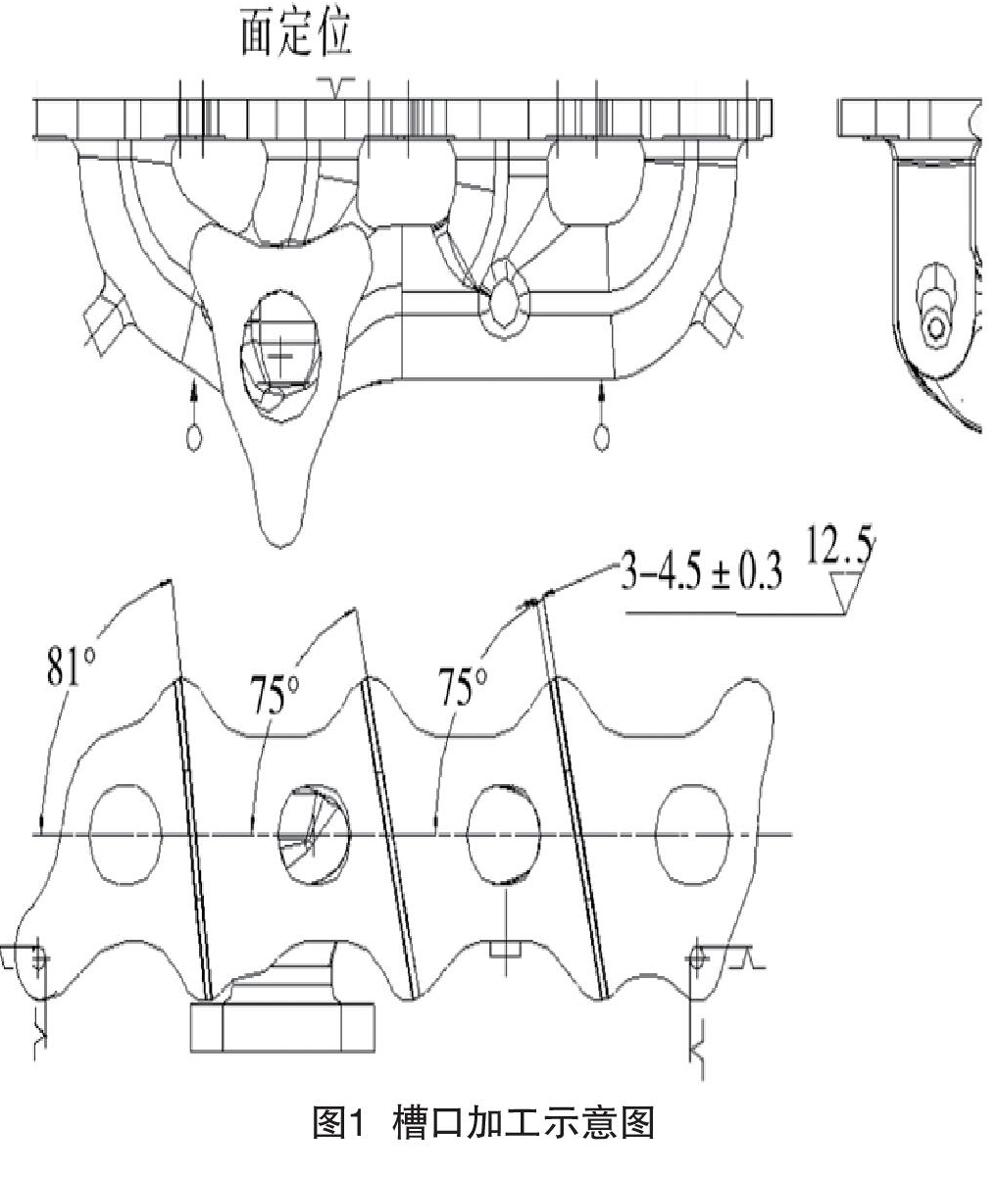
第三,加工槽口,定位方式為一面两销,加工设备为卧式铣床,见图1。
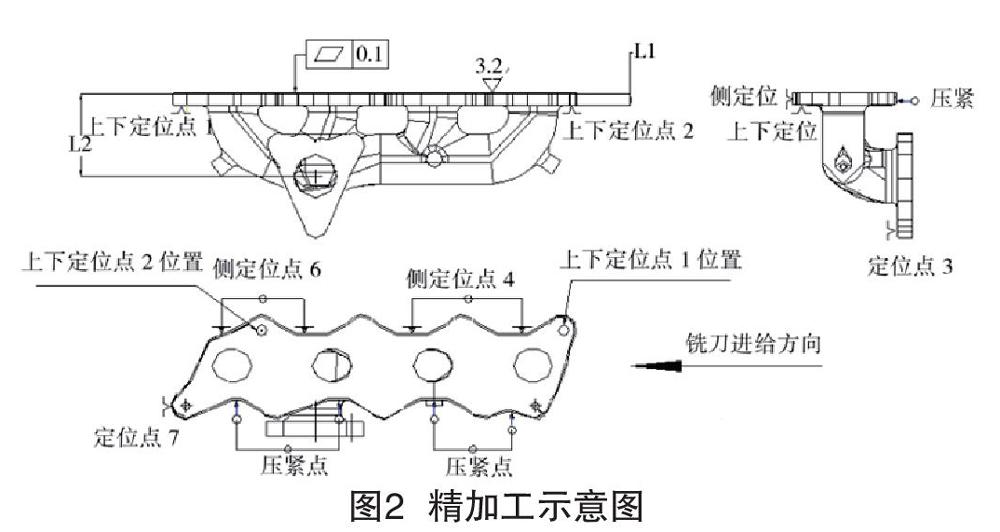
第四,精铣进气法兰面,夹具定位方式与粗加工进气法兰面一致,保证进气法兰面各尺寸符合规定,加工设备为立式加工中心,见图2。
第五,未完成的加工工序依照常规的排气歧管加工方法进行即可,定位方式为一面两销,一面即进气法兰面,两销为基准孔。
4 结语
使用优化后的排气歧管加工工艺进行生产制造后,避免了进气法兰面开槽而引起的排气歧管结构形变的问题,有效控制了进气法兰面的平面度以及进气面各孔的位置度符合图纸标准要求,提升了排气歧管的整体工件品质,降低了排气歧管的加工成本,为企业带来了更好的经济收益。
参考文献
[1] 王军,刘配勇,王兴国.某发电机组用柴油机排气歧管热应力仿真与分析[J].汽车实用技术,2018(18):123-126.
[2] 张俊红,张玉声,王健,等.高温环境下汽油机排气歧管振动特性及疲劳寿命研究[J].振动与冲击,2017,36(13):33-40.
[3] 骆旭薇,石勇,李斌,等.应用FEA-CFD耦合方法对某增压柴油机排气歧管的开裂失效分析及设计改进[J].内燃机工程,2015,36(6):144-150.
[4] 包维霞,王立新,黄佐华,等.排气歧管形式和加工工艺对汽油机性能影响的研究[J].内燃机工程,2012,33(3):64-67,74.
[5] 韩文艳,许思传,邓潇,等.涡轮特性曲线优化与缸内直喷汽油机排气歧管匹配研究[J].汽车技术,2012(2):19-23.
[6] 黄键,林晓辉,严世榕.基于FLUENT的柴油机排气歧管内流场的数值模拟[J].福州大学学报:自然科学版,2010,38(1):80-85.
本文由: 科学技术创新杂志社编辑部整理发布,如需转载,请注明来源。
2019-12-12
